刀柄,用于連接機(jī)床和切削用刀具的數(shù)控工具系統(tǒng),具有卡具的功能和量具的度,直接關(guān)系到刀具是否得到正確使用,切削是否達(dá)到理想效果的關(guān)鍵因素所在。
其中,7:24工具錐柄的刀柄系統(tǒng)占所有加工中心刀柄的80%以上。但是,隨著機(jī)械加工的不斷發(fā)展,高速銑削致使普通7:24工具錐柄達(dá)到了一個(gè)加工瓶頸。
首先,來認(rèn)識(shí)一下BT40刀柄錐度
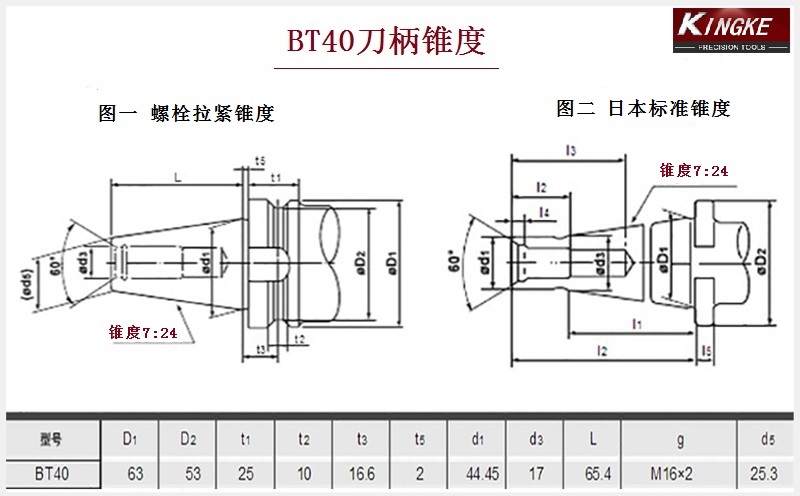
梯形槽底直徑D2:53mm;
梯形槽槽頂部寬度為10mm公差是0到+0.1;
梯形槽的角度是上下各30度公差是-15'到0;
梯形槽中心到主軸端面(刀柄錐面大頭端點(diǎn))距離是16.6mm公差是正負(fù)0.1。
加工中心的刀柄有若干國(guó)家的標(biāo)準(zhǔn),
7:24錐度的刀柄通常有五種標(biāo)準(zhǔn)和規(guī)格 , 即NT(傳統(tǒng)型)、DIN 69871(德國(guó)標(biāo)準(zhǔn))、IS0 7388/1 (國(guó)際標(biāo)準(zhǔn)) 、MAS BT(日本標(biāo)準(zhǔn))以及ANSI/ASME(美國(guó)標(biāo)準(zhǔn)).
BT是日本標(biāo)準(zhǔn)(MAS403),錐度為7:24,大小規(guī)格有BT30、BT40、BT50、BT60。
BT40刀柄“40” 是代表刀柄的錐度截面直徑的大小。
為了實(shí)現(xiàn)自動(dòng)換刀,7;24好比一個(gè)軸配合的黃金分割點(diǎn),刀柄通用性好。
________________________________________________________________
現(xiàn)在讓我們來具體分析一下普通7∶24具有什么樣的缺點(diǎn)?
點(diǎn):
1、不自鎖,可以實(shí)現(xiàn)快速裝卸刀具
2、刀柄的錐體在拉桿軸向拉力的作用下,緊緊地與主軸的內(nèi)錐面接觸
3、7∶24錐度的刀柄在制造時(shí)只要將錐角加工到-0.05到0 即可保證連接的度0.005之內(nèi),所以成本相應(yīng)比較低,而且使用可靠
缺點(diǎn):
1、單獨(dú)的錐面定位
2、7∶24錐度刀柄連接錐度較大,錐柄較長(zhǎng),錐體表面同時(shí)要起兩個(gè)重要作用,即刀柄相對(duì)于主軸的定位以及實(shí)現(xiàn)刀柄夾緊
3、在高速旋轉(zhuǎn)時(shí),由于離心力的作用,主軸前端錐孔會(huì)發(fā)生膨脹,膨脹量的大小隨著旋轉(zhuǎn)半徑與轉(zhuǎn)速的增大而增大,但是與之配合的7:24錐度刀柄由于是實(shí)心的所以膨脹量較小;
因此總的錐度連接剛性會(huì)降低,在主軸拉力的作用下,刀柄的軸向位移也會(huì)發(fā)生改變。每次換刀后刀柄的徑向尺寸都會(huì)發(fā)生改變,存在著重復(fù)定位度不穩(wěn)定的問題。
————————————————————————————————————————————————————————————————————————————
面對(duì)普通7:24刀柄的性能瓶頸,正河源心源(SYIC)研發(fā)出雙面拘束刀柄,錐部依據(jù)國(guó)際標(biāo)準(zhǔn)制作,刀柄法蘭端采用增厚方式設(shè)計(jì),一體加工成型,可與主軸產(chǎn)生「雙面拘束」(Double Face Contact)功能,,以其適合“高速加工”的特點(diǎn)。
下圖




SBT/PNER雙面束法蘭加厚刀柄 SBT雙面束高速機(jī)專用刀柄 SBT雙面束法蘭加厚型 平面銑刀柄 SBT/STH同步補(bǔ)償剛性攻牙器
雙面拘束刀柄的點(diǎn):
1.有效的延長(zhǎng)刀柄使用時(shí)間
2.可以穩(wěn)定在重切削加工時(shí)所產(chǎn)生的震動(dòng)力
3.使用此刀桿加工工件可使表面粗糙度得到提升
4.在每次換刀度一致
5.刀桿使用高速加工時(shí)、Z軸方向尺寸穩(wěn)定
一般刀柄斜度與主軸的接觸面積必須達(dá)到80%以上,才可發(fā)揮加工效益;
但NC加工機(jī)器轉(zhuǎn)速10000RPM相當(dāng)普遍,由于離心力的關(guān)系會(huì)使斜度開口端加大導(dǎo)致接觸面減少和晃動(dòng)。
心源(SYIC)在刀柄法蘭端的增厚設(shè)計(jì),是要使主軸與刀桿斜度部與端面處間能同時(shí)接觸,使密合度更加緊密,進(jìn)而降低刀柄震動(dòng)問題,提高加工穩(wěn)定性、增加切削剛性,提高加工度,符合中心加工機(jī)側(cè)邊貫穿中心出水功能 (DIN-69871-B Type )。
目前,中國(guó)制造行業(yè)發(fā)展迅速,同時(shí)也面臨很多問題。在節(jié)能、環(huán)保、增效的發(fā)展主題下,對(duì)機(jī)床的轉(zhuǎn)速、剛性、定位度方面的要求也越來越高。
因此,在目前高端制造的要求中,主軸系統(tǒng)不僅僅是一個(gè)旋轉(zhuǎn)的椎孔,而應(yīng)該包括主軸自身、再加上刀柄、刃具。
要進(jìn)行高剛性加工,僅僅機(jī)床自身努力不夠,還需要刀柄、刃具配合好。
現(xiàn)有的大多數(shù)刀柄定位靠椎柄定位,這個(gè)應(yīng)用的缺陷一是整體剛性不好, 第二定位度不好,刀柄裝到主軸之后,剛性減小,不能充分發(fā)揮機(jī)床的功率;
當(dāng)前技術(shù)潮流是怎麼樣把刀柄裝到機(jī)床主軸上之后使其剛性盡量大,雙面拘束系統(tǒng)便是很好的選擇,特別是在歐美日等國(guó)家應(yīng)用的越來越多。
臺(tái)灣正河源雙面拘束系統(tǒng)利用機(jī)床主軸的彈性形變,實(shí)現(xiàn)了刀柄的錐面及法蘭端面與機(jī)床主軸的錐面及端面貼緊,與普通的7:24 的系統(tǒng)相比,無論是剛性還是定位度都有了提高。
這樣,在實(shí)際加工時(shí),使得加工度及加工效率有了改進(jìn)及提高,發(fā)揮工具機(jī)性能。同時(shí),由于貼合緊密,控制震動(dòng),使得刃具、刀柄乃至機(jī)床主軸的壽命都得到了延長(zhǎng)。
從節(jié)能環(huán)保角度來講,作為消耗品的銑刀、刀片和鉆頭,如何盡可能減少刀具損耗,也是我們努力的方向。
在刀具系統(tǒng)中,刀柄度究竟跟刀具損耗有什么關(guān)系?
通過試驗(yàn)得出:
切削刀具的壽命不僅跟涂層、材料、刀具形狀設(shè)計(jì)有關(guān),還和夾持刀柄有著密切聯(lián)系!
比如:跳動(dòng)度0.003mm的刀柄和跳動(dòng)度0.01mm的刀柄做同等試驗(yàn),壽命相差30% 以上,即某個(gè)工廠如果用跳動(dòng)度0.003mm的刀柄,消耗100 把銑刀,另外一個(gè)用0.01mm的刀柄需要消耗130 把銑刀。

網(wǎng)站二維碼掃一掃

企業(yè)公眾號(hào)掃一掃




